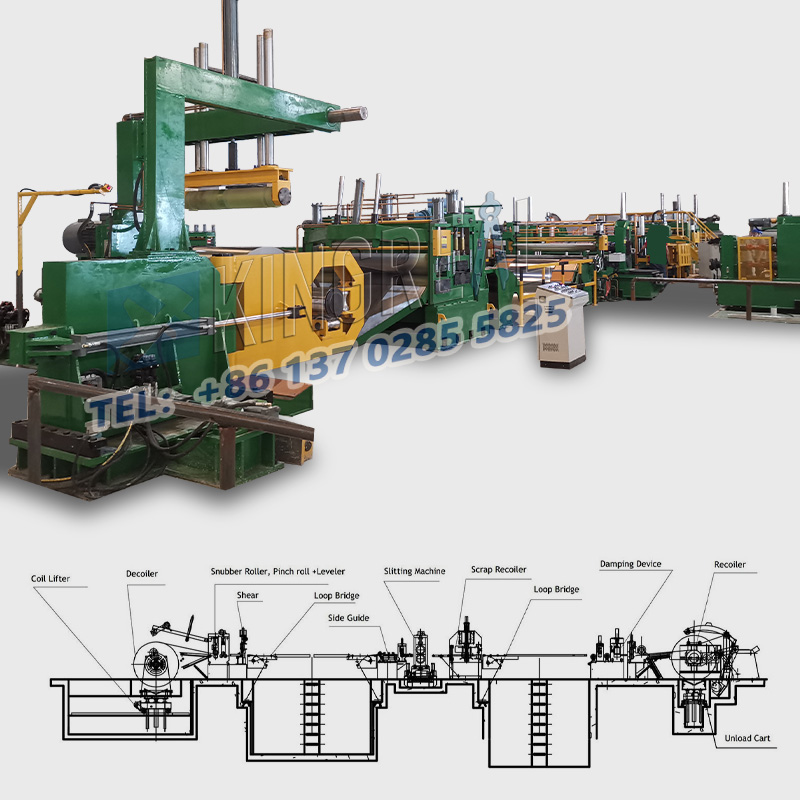
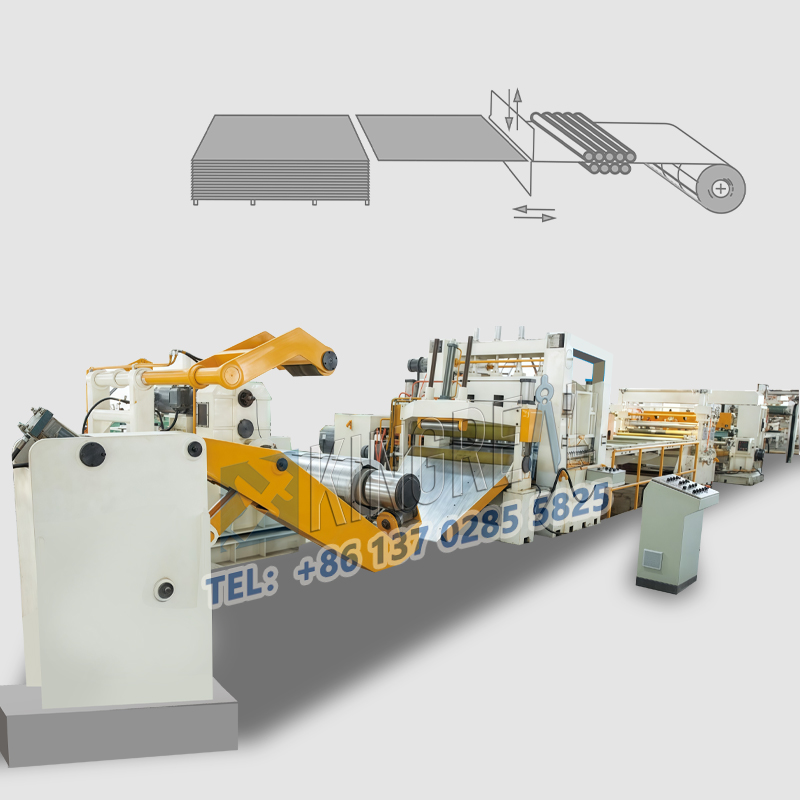
A Linha de corte de cisalhamento de moscaé um sistema de processamento contínuo que consiste em uma unidade de desenrolamento, um sistema de endireitamento e um mecanismo de cisalhamento sincronizado. O Kingreal Steel Slitter utiliza um design de sistema de rolos modular, com os rolos de alisamento equipados com mecanismos de ajuste fino hidráulico independentes. O mecanismo de cisalhamento voador integra um sistema de sincronização de haste de conexão com manivela, garantindo a correspondência em tempo real da velocidade da lâmina com a velocidade da tira. A unidade de empilhamento utiliza sucção a vácuo e colabora com um braço robótico, garantindo a precisão do empilhamento de lençóis de nível industrial. O sistema de controle incorpora um algoritmo de coordenação de movimento de vários eixos para eliminar a deformação por tração do material causada por mudanças repentinas de velocidade.
Energia de vibração durante a reversão de alta velocidade noLinha de corte de cisalhamento de moscaé absorvido pelo amortecimento hidráulico. Uma diferença de ferramenta compensada por temperatura mantém uma lacuna de cisalhamento constante em condições de expansão térmica. O material da lâmina é tratado com um revestimento composto, criando um gradiente de micro-força que aumenta a resistência abrasiva. O equipamento de Slitter de aço Kingreal passou por testes reológicos do material, garantindo um pinças de corte consistente para tiras de forças de escoamento variadas.

| Tipo de máquina | Cortar para a máquina de comprimento |
| Espessura máxima da bobina | 25mm |
| Larguras de bobina máxima | 3600mm |
| Peso máximo da bobina | 20ton |
| Comprimento de corte principal da bobina | 25mm |
| Tipo de cisalhamento | Mosca tosando |
| Velocidade de cisalhamento | 60m/min |
| Tolerância a cortar | ± 0,01 mm |
Antes de iniciar oLinha de corte de cisalhamento de mosca, gire manualmente o sistema de rolos de endireitamento para verificar o bloqueio. Remova o acúmulo de escala da lacuna do rolo e use um raspador não metálico para proteger o revestimento cromo. Recarir os trilhos da guia de cisalhamento com graxa especial a cada turno, controlando a quantidade de graxa para uma quantidade mínima que penetra no orifício de transbordamento. Limpe os rolamentos articulares do robô de empilhamento trimestralmente e substitua por lubrificante resistente à temperatura de alta temperatura.
Verifique mensalmente o desvio radial doLinha de corte de cisalhamento de moscaO conjunto de rolos de endireitamento e substitui os rolamentos de rolos cônicos se fora da tolerância. Realize o equilíbrio dinâmico após afiar as lâminas de cisalhamento, garantindo que o momento da diferença de inércia esteja dentro de um alcance seguro. Substitua o filtro do sistema hidráulico a cada seis meses e teste o novo elemento de filtro para contaminação por partículas. Limpe os dutos de resfriamento do gabinete elétrico trimestralmente e inspecione o isolamento do cabo quanto a sinais de envelhecimento.
Limpe o espelho do sensor fotoelétrico para contaminação e calibre o ponto zero de referência. Verifique a pressão de vácuo do gerador de vácuo e substitua o conjunto de vedação se houver um vazamento. Teste a repetibilidade do robô e ajuste os parâmetros anti-backlash do servo se a liberação da engrenagem exceder a tolerância.