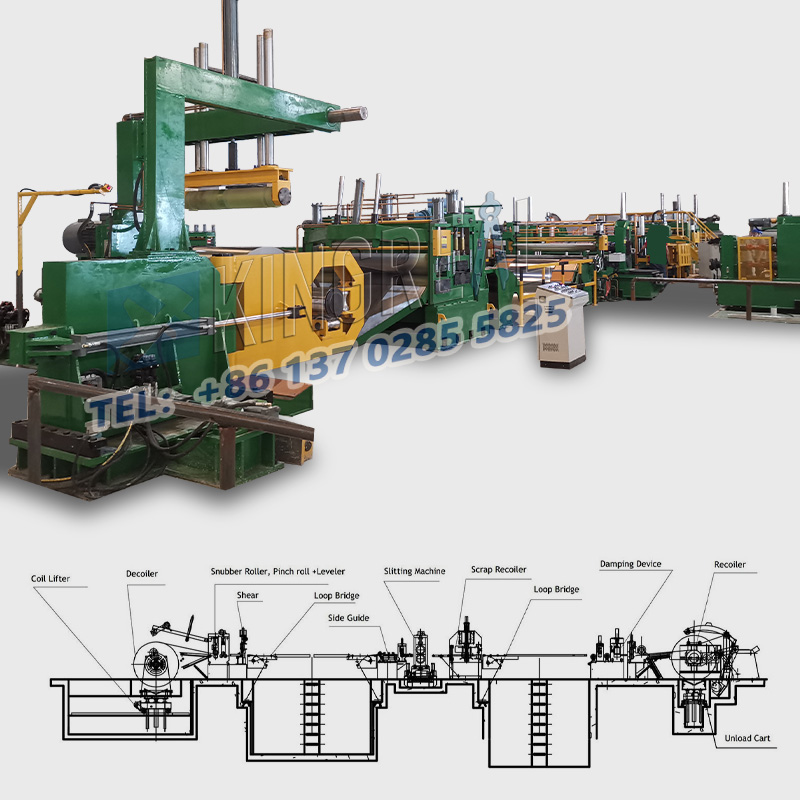
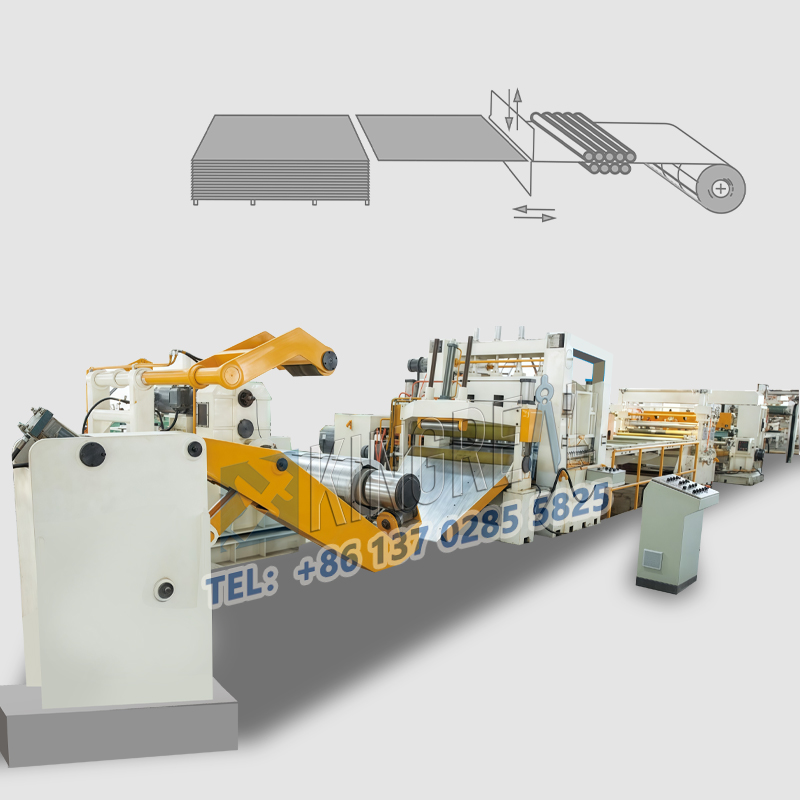
Corte de aço inoxidável em linhas de comprimentosão amplamente utilizados na indústria de metalworking para cisalhamento de precisão de várias bobinas de metal, incluindo aço, aço inoxidável, alumínio, ferro, laminado a frio, enrolados a quente e PPGI.
Apesar de seu excelente desempenho na produção, as máquinas de corte de aço inoxidável em comprimento ainda podem experimentar o desvio de corte durante a operação.
Este artigo se aprofundará na solução de problemas de desvio de corte em linhas de corte de aço inoxidável em linhas de comprimento de três perspectivas: estrutura mecânica, programa de controle e parâmetros e compatibilidade de material e processo.

(1) desgaste do componente de acionamento
EmAço inoxidável Corte em máquinas de comprimento, o desgaste dos componentes da unidade é uma causa comum de desvio de corte.
Engrenagens, rodas dentadas e outros componentes de acionamento que estão em operação há muito tempo podem se desgastar, resultando em uma precisão reduzida da alimentação e, consequentemente, impactou as dimensões de corte.
Sintomas de aço inoxidável Corte até falha na linha de comprimento: Por exemplo, em uma fábrica de peças automotivas, as engrenagens de acionamento de uma máquina de aço inoxidável em comprimento sofreram 30% de desgaste. Ao cortar continuamente as placas de aço de 5 mm de espessura, a flutuação dimensional atingiu 0,3 mm, excedendo a faixa aceitável de ± 0,2 mm.
Solução: Para resolver esse problema, recomenda -se uma inspeção regular dos componentes da unidade. Se o desgaste do dente da engrenagem exceder 15% ou o alongamento da corrente exceder 2%, eles devem ser substituídos prontamente.
Simultaneamente, a taxa de transmissão deve ser calibrada para restaurar a precisão da transmissão mecânica. Essa medida pode melhorar significativamente a estabilidade e a precisão do corte.
(2) folga do trilho de guia de ferramentas
O aumento da depuração entre o porta -ferramentas e o trilho do guia também é um fator significativo que contribui para o desvio de corte. Com o tempo, o trilho do guia do titular da ferramenta se desgasta devido ao movimento recíproco prolongado, e essa liberação pode aumentar, afetando a estabilidade do detentor da ferramenta.
Sintomas do corte de aço inoxidável até a falha da linha de comprimento: Em circunstâncias normais, a folga entre o porta -ferramenta e o trilho de guia deve ser inferior a 0,05 mm. A depuração excessiva pode fazer com que o porta -ferramenta oscilante durante o corte, resultando em flutuações no tamanho da folha de corte.
Solução: use um medidor de sensor para verificar a folga. Se exceder o valor padrão, ajuste a inserção do trilho -guia ou substitua o controle deslizante do trilho guia danificado. Uma fábrica de hardware reduziu o desvio de corte de 0,25 mm para 0,08 mm após esse ajuste, demonstrando a eficácia desse ajuste.
(1) erros lógicos do programa
EmCorte de aço inoxidável para a máquina de comprimentoOperações, erros lógicos do programa PLC também são uma causa comum de desvio de corte. O tempo desordenado das instruções de alimentação e corte no programa pode desencadear o corte antes que o material seja totalmente alimentado, resultando em subcotação.
Manifestações de aço inoxidável corte na linha da linha de comprimento: por exemplo, em alguns casos, o corte começa antes que o material seja totalmente alimentado, o que afeta diretamente a precisão do corte.
Solução: Recomenda-se usar o diagnóstico do programa para monitorar o status de E/S e reorganizar a lógica "Feed-Detect-Cut". Além disso, adicione instruções de verificação de atraso para garantir a precisão da sequência de ação. Essa otimização melhorará significativamente a estabilidade operacional do corte de aço inoxidável na máquina de comprimento.
(2) Configurações imprecisas de parâmetros
As configurações imprecisas de parâmetros também são um fator significativo que afeta a precisão do corte das linhas de corte de aço inoxidável nas linhas de comprimento. Parâmetros incorretos do comprimento da alimentação ou velocidades de corte e alimentação incompatíveis podem levar a desvios cumulativos.
Sintomas de corte de aço inoxidável para falha da máquina de comprimento: por exemplo, se o comprimento da alimentação for definido para 100 mm, mas o comprimento real da alimentação for de 99,5 mm, a operação de longo prazo resultará em um desvio dimensional significativo.
Solução: Recalibre a contagem de pulsos de alimentação (o número de pulsos por milímetro) e ajuste a velocidade de corte com base na espessura e material da placa. Para placas grossas, é recomendável definir a velocidade de corte para não mais que 30 vezes/minuto, enquanto para placas finas, ele pode atingir 60 vezes/minuto.
Depois de corrigir os parâmetros, uma planta de processamento de aço inoxidável alcançou um desvio cumulativo de menos de 0,1 mm para uma placa de 10 metros de comprimento, demonstrando a importância da correção de parâmetros.
(1) estresse irregular na placa
Ao cortar placas de aço inoxidável, o estresse desigual pode causar springback após o corte, afetando a estabilidade dimensional final.
Sintomas de corte de aço inoxidável até falha na linha de comprimento: por exemplo, a taxa de primavera de placa laminada a frio pode ser tão alta quanto 1-2%, o que pode causar encolhimento dimensional após o corte.
Solução: Recomenda-se realizar alívio do estresse nas chapa, como nivelamento ou envelhecimento, ou para compensar o Springback no programa (definindo um valor de compensação de 0,1-0,3 mm, dependendo do material). Após a compensação, uma fábrica de folhas laminadas a frio alcançou um desvio de dimensão de corte de ≤0,1 mm, garantindo a precisão do corte.
(2) flutuação de tensão alimentar
A estabilidade da tensão alimentar afeta diretamente a precisão do corte. Se a tensão do rolo de alimentação for instável, a chapa pode escorregar ou rugas durante a alimentação, resultando em dimensões de corte não controladas.
Sintomas de corte de aço inoxidável até a falha da linha de comprimento: a falha do controle de tensão pode levar à alimentação desigual, o que, por sua vez, afeta a qualidade do corte.
Solução: é recomendável inspecionar o sistema de controle de tensão. Os tensionadores pneumáticos requerem substituição do selo, enquanto os tensionadores hidráulicos requerem calibração do sensor de pressão. Após os ajustes, um moinho de tira de aço reduziu a flutuação de tensão de ± 5% para ± 1%, melhorando efetivamente a precisão do corte.
 |
 |
 |
Na operação deAço inoxidável Corte em máquinas de comprimento, Cortar o desvio é frequentemente causado por uma combinação de fatores. Uma investigação abrangente com foco na estrutura mecânica, programas de controle e parâmetros e compatibilidade de materiais e processos pode identificar efetivamente problemas e implementar reparos direcionados.
Mantendo regularmente os componentes de transmissão, otimizando a lógica do programa, ajustando com precisão os parâmetros e a adaptação às características do material, os fabricantes podem minimizar os desvios de corte e atender aos rigorosos requisitos de precisão de corte de indústrias, como peças automotivas e hardware.
Somente melhorando continuamente todos os aspectos de um corte de aço inoxidável em linha de comprimento pode permanecer vitorioso no mercado ferozmente competitivo.
Esperamos que a análise e as sugestões deste artigo forneçam estratégias e soluções de solução de problemas eficazes para indústrias relacionadas.