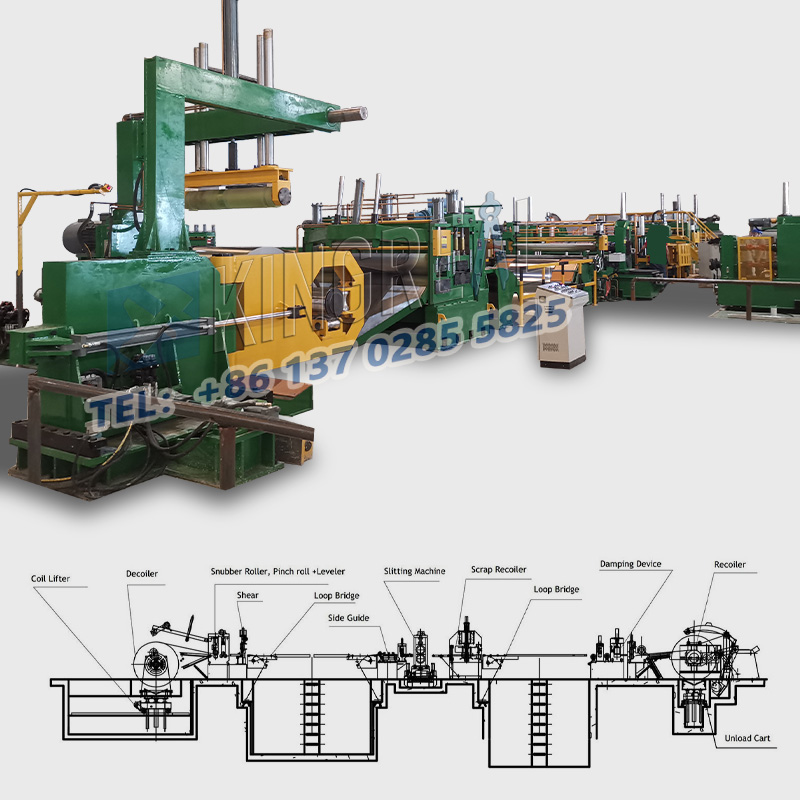
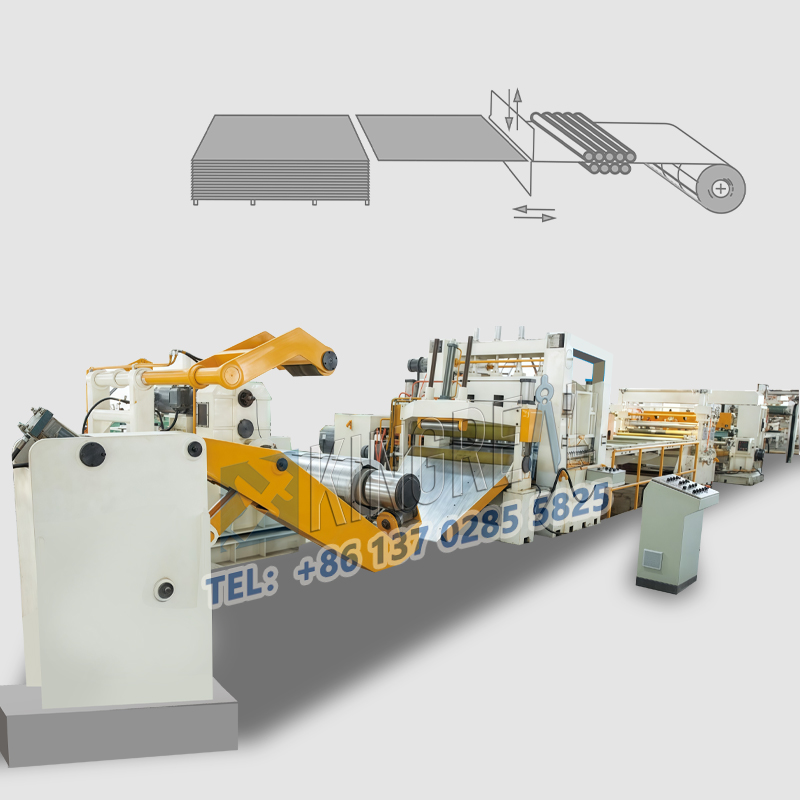
No campo do processamento de bobinas metálicas,máquinas de corte de tiras de açosão usados para cortar longitudinalmente bobinas de metal, como aço inoxidável, alumínio, aço carbono e aço silício. A precisão dimensional das tiras estreitas, a suavidade do corte e a presença ou ausência de rebarbas ou curvatura são todas determinadas diretamente pela folga entre as lâminas superior e inferior da linha de corte de tiras de aço.
Na produção diária, sempre que a espessura da bobina a ser processada for alterada, ou forem utilizados diferentes materiais com dureza variável, o operador deve ajustar simultaneamente a folga da lâmina da máquina de corte de tiras de aço.
Uma folga adequada da lâmina permite que a linha de corte de tiras de aço corte tiras estreitas de alta precisão com cortes suaves e sem rebarbas e camadas de seção transversal uniforme; valores de folga inadequados resultarão em vários defeitos de produção, como ondulação das bordas, lascamento da lâmina, dobramento da tira e acúmulo de rebarbas nas bordas. Este artigo, KINGREAL STEEL SLITTER, combinará experiência prática com padrões de parâmetros de folga para explicar completamente a lógica de ajuste, métodos práticos e especificações de configuração de parâmetros para a folga da lâmina de máquinas de corte de tiras de aço.

Relação entre folga da lâmina e precisão da tira em máquinas de corte de tiras de aço
A folga da lâmina de uma máquina de corte de tiras de aço refere-se à folga radial deixada quando os conjuntos superior e inferior de lâminas de corte circulares se engrenam. Este valor não é uma constante fixa, mas muda dinamicamente com as duas variáveis principais da espessura e dureza do material processado. Esses dois fatores determinam diretamente a qualidade de corte dolinha de corte de tiras de aço.
1. Espessura do material
Quando a espessura do material da bobina processada muda, a folga da lâmina da máquina de corte de tiras de aço deve ser ajustada de acordo. Se a linha de corte de tiras de aço processar tiras de metal espessas, a folga da lâmina deverá ser aumentada adequadamente; uma folga muito pequena fará com que as lâminas superiores e inferiores comprimam com força o material da folha, aumentando instantaneamente a carga no corpo da lâmina, o que pode facilmente levar à quebra da lâmina e à deformação do eixo do cortador, encurtando significativamente a vida útil dos cortadores e do fuso da máquina de corte de tiras de aço.
Por outro lado, quando a linha de corte de tiras de aço muda para o processamento de materiais finos, a folga da lâmina deve ser reduzida. Se a folga for muito grande, o material da folha não poderá ser completamente cortado pelas lâminas, as bordas do material serão rasgadas durante o processo de cisalhamento e um grande número de rebarbas aparecerá em ambos os lados da tira acabada. Em casos graves, toda a faixa estreita terá uma curvatura, excedendo as tolerâncias dimensionais e não atendendo aos requisitos dos processos posteriores de estampagem, dobra e conformação.
Para tiras de metal extremamente finas com espessura inferior a 0,1 mm, a folga teórica da lâmina de uma máquina de corte de metal se aproxima de zero, contando com o micro-intertravamento das lâminas para obter um corte preciso.
2. Dureza do material e resistência à tração
Diferentes metais apresentam diferenças significativas na resistência à tração e na dureza, resultando em faixas de folga entre lâminas completamente diferentes, adequadas para máquinas de corte de tiras de aço. Materiais de alta dureza e alta resistência à tração, como aço carbono espesso, aço inoxidável e aço silício, possuem estruturas moleculares densas e maior resistência ao cisalhamento, exigindo folgas maiores entre as lâminas nas linhas de corte de tiras de aço. Materiais macios e de baixa resistência, como alumínio puro e folhas finas de alumínio, têm alta plasticidade e baixa resistência ao cisalhamento, permitindo folgas apropriadamente menores nas lâminas em máquinas de corte de tiras de aço.
O princípio físico do corte de metal não é o corte puro, mas sim o cisalhamento parcial e a ruptura por tração do material da folha sob a pressão da lâmina. Materiais de maior dureza apresentam maior proporção de fratura plástica, exigindo folgas maiores para obter uma seção transversal lisa. O alumínio macio apresenta grande deformação plástica; lacunas excessivas podem causar defeitos de extrusão, descamação e ondulação do material.
Método de ajuste padrão para folga da lâmina da linha de corte de tiras de aço
Atualmente, a maioria dos mainstreammáquinas de corte de tiras de açono mercado contam com calços de precisão para obter controle preciso da folga da lâmina. Ao adicionar ou remover calços e buchas de diferentes espessuras, a folga radial entre as lâminas superior e inferior do eixo do cortador é controlada com precisão. O processo completo de ajuste consiste em quatro operações principais:
(1) Combinando o calço com a lacuna básica
Antes do corte formal, primeiro confirme o material e a espessura do rolo, selecione o valor básico da folga de acordo com a tabela de parâmetros de folga e, em seguida, selecione calços de precisão da espessura correspondente para montar em ambos os lados do eixo do cortador e das lâminas da linha de corte de tiras de aço. A espessura do calço precisamente combinada garante que as lâminas da máquina de corte de tiras de aço sejam engatadas uniformemente, evitando extrusão unilateral, lascamento e ondulação da borda durante o processo de corte. Isto reduz significativamente o desgaste da lâmina e prolonga a vida útil de todo o conjunto de fresas.
(2) Retificação e correção da concentricidade da lâmina
Se a linha de corte de tiras de aço for usada sob alta intensidade por um longo período e as lâminas baterem de um lado, a concentricidade da lâmina ficará desequilibrada. Mesmo que as especificações do calço estejam corretas, a folga da lâmina irá flutuar durante a operação. Este tipo de mau funcionamento não pode ser ajustado com calços. Todo o conjunto de lâminas precisa ser desmontado do eixo de corte da máquina de corte de tiras de aço, enviado para uma retificadora profissional para retificação e retificação externa, corrigindo a concentricidade da lâmina e, em seguida, reinstalado na linha de corte de tiras de aço antes de reajustar a folga do calço.
(3) Correção de eixos de corte desequilibrados
Os eixos de corte superior e inferior da máquina de corte de tiras de aço estão sujeitos a impactos de cisalhamento por um longo período, resultando em leve flexão e desgaste superficial irregular. Durante a rotação do eixo, a folga da lâmina muda periodicamente, resultando em rebarbas em um lado da tira acabada e um corte suave no outro. Para resolver isso, a máquina deve ser parada, o conjunto do eixo do cortador da linha de corte de tiras de aço desmontado, as áreas desgastadas no corpo do eixo retificadas e corrigidas, e o equilíbrio dinâmico do eixo do cortador calibrado para eliminar flutuações de folga causadas pela rotação.
(4) Estabilização da folga de cisalhamento com buchas
Calços e buchas separadoras são componentes auxiliares essenciais para ajustar a folga na máquina de corte de tiras de aço. Instalados em ambos os lados de cada grupo de lâminas de corte, eles podem separar as lâminas com precisão, controlar a folga de corte de um único grupo e manter o paralelismo horizontal das lâminas superiores e inferiores. As juntas e buchas de aço de alta resistência proporcionam alta rigidez, evitando que as lâminas raspem e colidam após a montagem. Eles também garantem espaçamento uniforme entre as múltiplas lâminas de corte em todo o eixo de corte da linha de corte de tiras de aço, mantendo uma precisão de corte consistente em diversas tiras.
Especificações de configuração padrão para parâmetros de folga entre lâminas de linhas de corte de tiras de aço
A referência principal para definir a folga da lâmina demáquinas de corte de tiras de açoé a espessura, dureza e resistência à tração do material processado. A tabela abaixo mostra a folga padrão para vários metais comumente usados, compatíveis com linhas de corte de tiras de aço:
|
Grossura |
Aço inoxidável |
Alumínio |
Aço |
Aço carbono |
Aço Silíciol |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Ajustar a folga da lâmina em uma máquina de corte de tiras de aço é um processo central para controlar a qualidade do produto acabado de corte de bobinas. A correspondência precisa do valor da folga afeta diretamente a eficiência da produção, o desgaste da ferramenta e a taxa de qualificação do produto acabado da linha de corte de tiras de aço. Durante a operação diária da máquina de corte de tiras de aço, os operadores devem memorizar os parâmetros de folga correspondentes ao material e espessura, usar calços de precisão para ajuste correto e inspecionar regularmente as lâminas e o eixo do cortador para reduzir falhas de produção, como rebarbas, lascas e desvios dimensionais.
Para mais informações sobrelinha de corte de tiras de açocomissionamento, seleção de ferramentas, dicas de processamento de bobinas ou para personalizar máquinas de corte de tiras de aço totalmente automáticas adequadas para aço inoxidável, aço carbono e alumínio, entre em contato diretamente com a KINGREAL STEEL SLITTER!