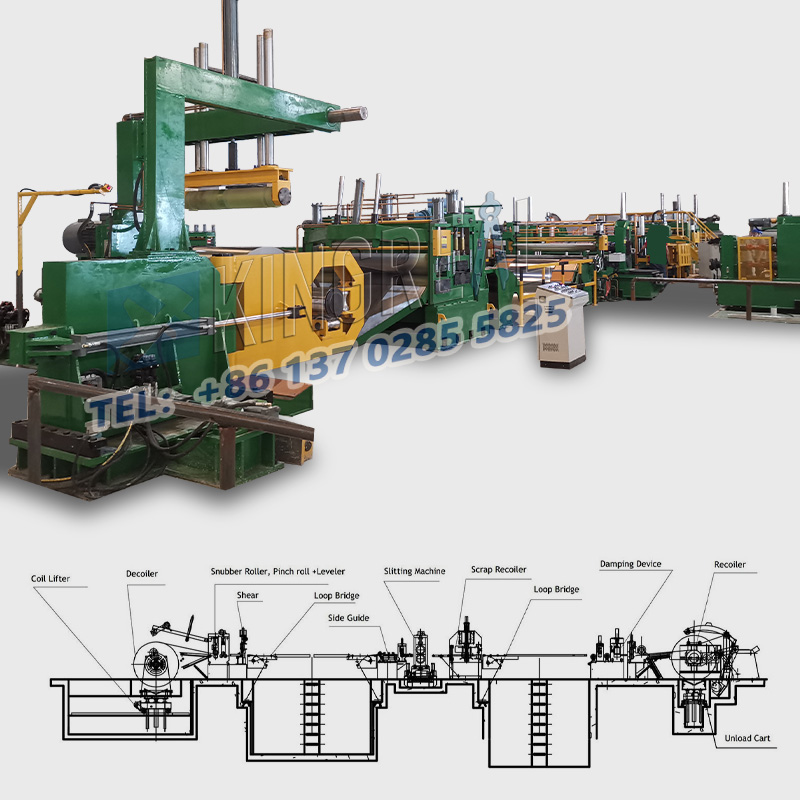
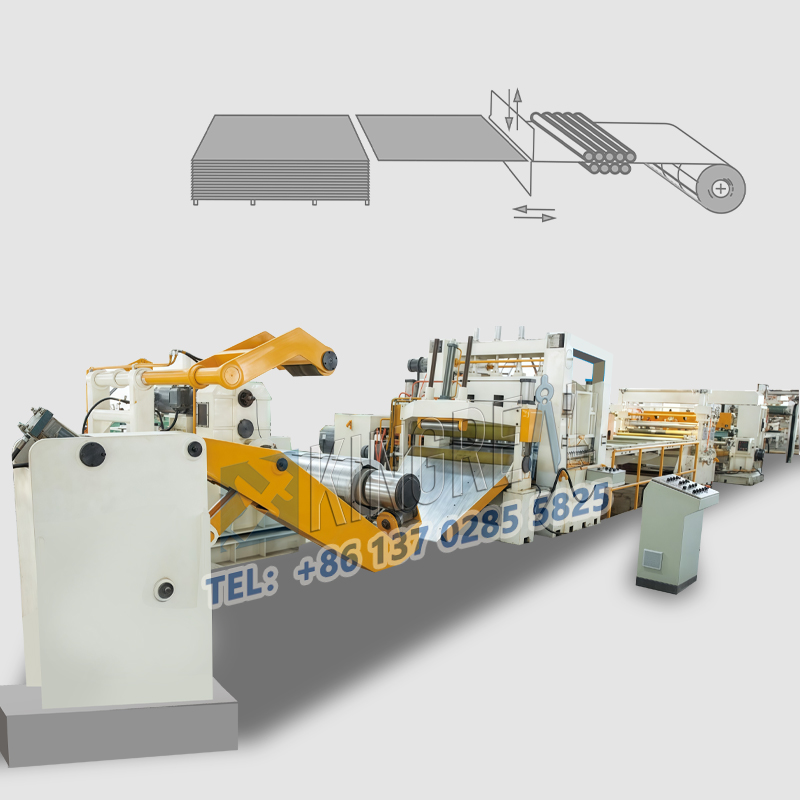
Máquinas de corte de metalsão amplamente utilizados na indústria de processamento de metal, principalmente para cortar grandes rolos de material metálico em várias tiras estreitas. No entanto, durante a operação real, as linhas de corte de metal podem apresentar várias anormalidades, levando à redução da eficiência do processamento ou ao desperdício de material. Este artigo da KINGREAL STEEL SLITTER abordará vários problemas operacionais comuns com máquinas de corte de metal e fornecerá soluções correspondentes para ajudar os usuários a utilizar melhor suas linhas de corte de metal.
1.1 Colapso da Bobina
Após o corte, quando a bobina de aço é removida da bobina, ela geralmente entra em colapso e adquire formato oval. A principal razão para este fenômeno é a tensão insuficiente durante o processo de enrolamento, ou a presença de óleo antiferrugem na superfície da tira de aço, impedindo o atrito suficiente entre as camadas. Para resolver este problema, as seguintes medidas podem ser tomadas:
1.1.1 Certifique-se de que seja aplicada tensão suficiente durante o processo de enrolamento para evitar a deformação da bobina.
1.1.2 Inspecione regularmente a superfície da tira de aço para garantir que esteja limpa e livre de óleo, garantindo assim um bom atrito entre as camadas.
1.2 Bordas irregulares da bobina de aço
As bordas irregulares da bobina de aço são causadas principalmente pelos seguintes fatores:
1.2.1 Má tensão: A tensão fraca no início do enrolamento e a tensão forte no final do enrolamento levam a um enrolamento irregular. Para evitar isso, a tensão deve ser aumentada no início do enrolamento e diminuída no final.
1.2.2 Distribuição desigual de tensão: Se a tira de aço não for cortada reta na borda de ataque, ou se os grampos morderem a borda de ataque da tira de aço durante o corte, isso levará a uma distribuição de tensão desigual. Antes da operação, confirme se a tira de corte está bem fixada à superfície da bobina para garantir uma tensão uniforme.
1.2.3 Oscilação no poço do laço: Se a tira de aço oscilar de um lado para o outro no poço do laço e os pequenos rolos guia não estiverem devidamente fixados, isso poderá causar alterações no ângulo da placa de tensão, resultando em enrolamento irregular. Para reduzir a oscilação, um tapete ou feltro pode ser usado após o poço do laço para entrar em contato com a superfície da tira de aço, e os pequenos rolos-guia devem ser fixados.
1.2.4 Geração de rebarbas: Para tiras de aço estreitas, rebarbas grandes ou inconsistentes em ambos os lados durante o corte podem causar enrolamento irregular. Recomenda-se virar a tira de aço com as rebarbas voltadas para cima no poço do laço, de modo que as rebarbas fiquem voltadas para baixo, evitando efetivamente esse problema.
Após o corte, a tira de aço pode apresentar deformação, como flexão lateral. As razões são bastante complexas:
2.1 Folga de cisalhamento irregular:
Em ummáquina de corte de metal, pontos de referência imprecisos no ressalto do eixo do cortador, folga axial excessiva do rolamento do eixo do cortador ou erros no espaçador ou em sua espessura podem levar a folgas de cisalhamento irregulares, resultando em deformação. Inspecionar e calibrar regularmente a linha de corte de metal para garantir sua operação normal pode prevenir eficazmente esta situação.
2.2 Variação da Espessura do Material:
A diferença de espessura entre as partes intermediárias e de borda do material largo é um problema comum, especialmente em materiais laminados. Devido às diferenças na precisão da linha de corte de metal e nas técnicas de ajuste, as variações de espessura dos materiais de diferentes fabricantes também variam. Recomenda-se realizar testes de espessura antes do processamento e ajustar de acordo com a diferença real de espessura.
2.3 Dobragem do material base:
A tensão interna gerada no material de base durante a laminação é chamada de tensão residual potencial. A perda do equilíbrio de tensões após o corte longitudinal pode levar à flexão da tira de aço. Portanto, selecionar matérias-primas de alta qualidade e otimizar o processo de laminação são soluções importantes.
2.4 Rebarbas ou Bordas Inconsistentes:
Se a espessura da placa for maior no lado com rebarbas maiores durante o enrolamento, isso resultará em um diâmetro de bobina maior e formará uma curva em forma de trombeta. Para resolver isso, um papel de espessura apropriada pode ser inserido no outro lado ou um processo de corte pode ser adotado.
2.5 Bordas Onduladas da Faixa:
Durante o processo de enrolamento, a presença de rebarbas pode levar ao aumento da espessura da borda da tira de aço, resultando em alongamento da borda. Durante a operação da máquina de corte de metal, a folga horizontal precisa ser aumentada para reduzir a pressão lateral. Além disso, utilizar lâminas adequadas ao material a ser cortado e reduzir o desgaste das lâminas também ajuda a solucionar esse problema.
3.1 Pego pelas Lâminas
Ao cortar uma tira de aço estreita, se a placa de pressão em forma de dedo não preencher completamente a lacuna entre as duas lâminas externas, a tira de aço pode ficar presa nas duas lâminas externas, resultando em vincos. Uma estratégia eficaz para evitar este problema é preencher o espaço entre as lâminas externas com uma placa de pressão plana e garantir que o querosene seja aplicado regularmente nas lâminas para reduzir o atrito.
3.2 Vincagem nas garras do tambor de enrolamento
Nas máquinas de corte de metal, se a tira de aço não se ajustar firmemente ao tambor de enrolamento durante a primeira passagem de enrolamento, poderão ocorrer vincos durante o enrolamento subsequente. Para evitar isso, as mandíbulas do tambor de enrolamento devem ser verificadas regularmente e deve-se garantir que a tira de aço esteja presa de forma segura e firme ao tambor no início do enrolamento.
4.1 Marcas de lâmina causadas por placas de pressão
Se a altura da placa de pressão for inconsistente com a placa guia, poderá causar pressão excessiva na tira de aço, resultando em marcas na lâmina. Portanto, a altura da placa de pressão deve ser verificada e ajustada regularmente para garantir que seja consistente com a altura da placa guia.
4.2 Vibração da placa de pressão da lâmina
Quando a placa de pressão da lâmina vibra para cima e para baixo, também pode causar marcas na lâmina. Essas marcas de lâmina são geralmente intermitentes e os principais motivos incluem flexão do fuso, folga excessiva entre a lâmina e o fuso e sinterização de detritos metálicos no outro lado da lâmina. Verificar a condição do fuso e manter as lâminas limpas pode reduzir efetivamente a ocorrência de marcas nas lâminas.
Linhas de corte de metalinevitavelmente encontram vários problemas durante o uso diário, mas muitos problemas podem ser evitados ou mitigados através de inspeção e manutenção meticulosas. Compreender e dominar problemas comuns e suas soluções para máquinas de corte de metal pode ajudar os usuários a otimizar os processos de produção e melhorar a eficiência do trabalho. KINGREAL STEEL SLITTER espera que as sugestões acima forneçam referências valiosas para você no uso de sua linha de corte de metal e garantam sua operação contínua e eficiente. Se você tiver alguma dúvida, não hesite em entrar em contato com KINGREAL STEEL SLITTER!