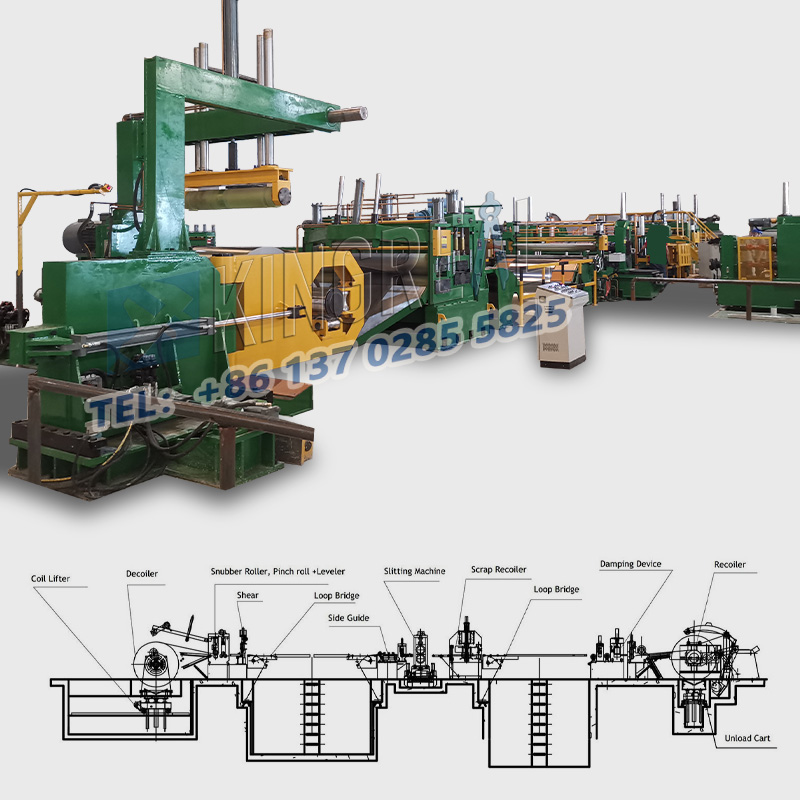
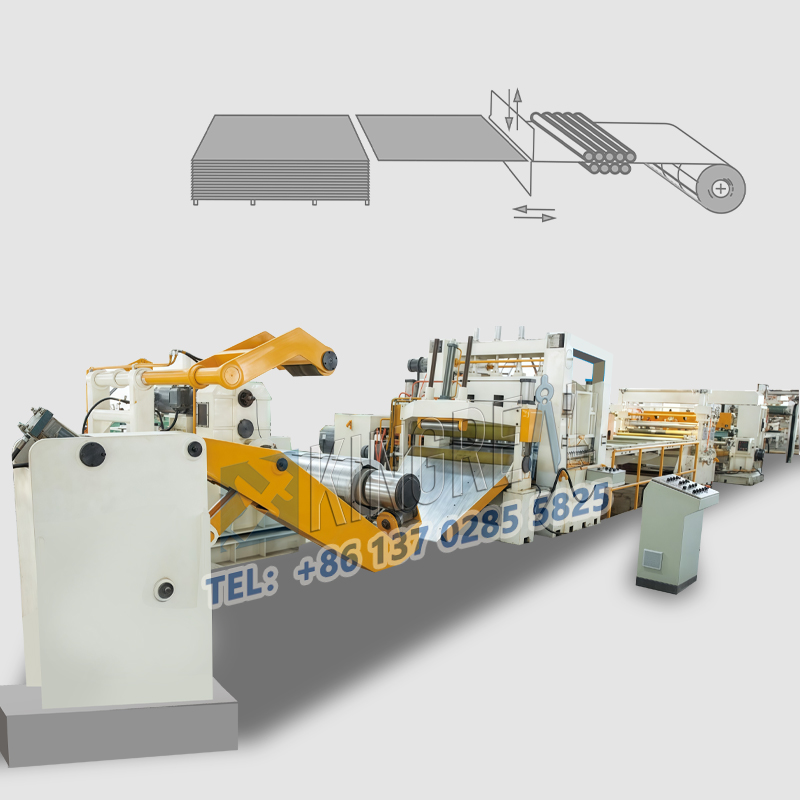
Linhas de corte de bobinas de açoexecute operações como desenrolar, cortar e rebobinar rolos largos de material para produzir tiras estreitas com alta precisão e sem rebarbas. No entanto, alguns fenômenos anormais podem ocorrer durante a operação da máquina de corte de bobinas de aço, incluindo formato anormal do enrolamento e deformação no processamento de chapas metálicas. Este artigo da KINGREAL STEEL SLITTER fornecerá uma explicação detalhada de como resolver problemas comuns em linhas de corte de bobinas de aço para garantir uma operação eficiente.
1. Bobina macia
-Fenômeno: Devido à frouxidão, a bobina de aço desenvolve uma bobina macia de formato oval quando é retirada do eixo da rebobinadeira.
-Solução: Certifique-se de que haja tensão suficiente no início do enrolamento e, em seguida, diminua lentamente a pressão à medida que o volume da bobina aumenta. O ajuste adequado da tensão pode prevenir eficazmente a ocorrência de bobinas moles.
2. Enrolamento irregular
-Fenômeno: A bobina de aço apresenta formato telescópico causado por enrolamento incorreto.
-Causas e soluções:
A. Tensão insuficiente: Se a tensão inicial for baixa, é provável que surjam desalinhamentos durante o acabamento. Começando pelo enrolamento, é aconselhável aumentar a tensão; reduza-o progressivamente à medida que o volume da bobina aumenta.
B. Tensão desequilibrada: O ângulo de corte inadequado ou o desalinhamento da guia podem produzir comprimentos erráticos em cada lado. Certifique-se de que a rebobinadora esteja corretamente alinhada para ajudar a minimizar a possibilidade de variações de tensão; verifique suas configurações.
C. Má posição de engate do grampo interno: O engate inconsistente causa alterações de tensão; a posição do separador precisa ser reajustada para garantir consistência.
D. Tira de aço balançando para a esquerda e para a direita no laço: O uso de materiais macios, como feltro, para pressionar pode prevenir eficazmente o balanço.
E. Parada da linha de produção: Ao reiniciar após uma parada, deve-se prestar atenção à recuperação da tensão para manter a pressão do enrolamento estável.
F. Configuração inadequada da largura do separador: Certifique-se de que a largura do separador esteja definida adequadamente, geralmente a largura do produto acabado mais a espessura da placa.
3. Arqueamento do diâmetro interno
-Fenômeno: Durante o processo de enrolamento, a bobina de aço repentinamente apresenta arqueamento do diâmetro interno quando removida da rebobinadeira.
-Causa: Geralmente está relacionado à tensão excessiva do enrolamento, especialmente no processamento de chapas grossas.
-Solução: Ajuste a pressão e garanta uma tensão uniforme para evitar arqueamento do diâmetro interno.
1. Dobra semelhante a uma cobra (curvatura em foice)
-Fenômeno: O cisalhamento faz com que a bobina de aço dobre na direção da largura.
-Causas e contramedidas:
A. Problemas de matéria-prima: A tensão residual na bobina principal é liberada após o cisalhamento. Recomenda-se realizar tratamento de alívio de tensões durante o processamento do material.
B. Problemas de rebarbas: As rebarbas causam espessura irregular da borda. Mantenha ferramentas afiadas durante o processamento para evitar rebarbas.
C. Folga irregular entre as lâminas: Garanta uma folga uniforme entre as lâminas para evitar diferenças de estiramento causadas por folgas excessivamente grandes ou pequenas em determinadas áreas.
D. Tensão unilateral do recuperador: Mantenha a tensão geral uniforme e ajuste os separadores e as placas de tensão para garantir a consistência.
E. Guias laterais excessivamente apertadas: Ajuste as guias laterais adequadamente durante o corte para evitar aperto excessivo.
2. Ondas de borda
-Fenômeno: As bordas da tira de aço se deformam devido ao alongamento.
-Causas e contramedidas:
A. Ondas nas bordas causadas por rebarbas: Fortaleça o monitoramento de rebarbas e trate-as imediatamente.
B. Pressão excessiva do rolo de medição: Ajuste os parâmetros de pressão do rolo para evitar estiramento excessivo.
C. Desgaste lateral das ferramentas de corte: Para garantir a qualidade do corte, verifique frequentemente o estado da ferramenta de corte.
D. Diferença de altura nas guias laterais: Verifique regularmente a altura das ferramentas de corte para garantir a consistência.
E. Desgaste do rolo de deflexão antes do enrolador: Meça regularmente o desgaste do rolo dianteiro para garantir uma tensão uniforme.
3. Vincos na cintura
-Fenômeno: Através de vincos aparecem na direção da largura da chapa de aço.
-Causas e contramedidas:
A. Vincos causados pela faca de corte: Ajuste o tamanho dos anéis de borracha para evitar que sejam presos pelas ferramentas de corte.
B. Problemas de formato da matéria-prima: Use uma máquina niveladora de três rolos e realize verificações de qualidade antes da etapa de corte.
C. Problemas com o tambor de expansão e contração: Garanta um bom contato entre a tira de aço e o tambor durante o processo de expansão e contração para evitar irregularidades.
4. Marcas de enrolamento
-Fenômeno: A irregularidade da superfície do tambor em expansão e contração do recoiler afeta a qualidade do enrolamento.
-Contramedidas: Inspecione regularmente a superfície do tambor em expansão e contração e reajuste ou substitua-o imediatamente.
5. Rugas
-Fenômeno: Surgem rugas na superfície da chapa de aço.
-Causas e soluções:
A. Problemas com o papel de revestimento: Garanta a qualidade do papel de revestimento e evite sobreposições e enrugamentos.
B. Problemas com anéis de borracha: Examine regularmente o estado dos anéis de borracha para garantir que não estejam soltos.
C. Ajuste de tensão inadequado: Reforce o ajuste da placa de tensão para evitar rugas.
Ao solucionar problemaslinha de corte de bobina de açoavarias, deverá ser adoptada uma abordagem sistemática. As seguintes etapas geralmente podem ser seguidas:
-Gravação de dados: registre o ambiente operacional, a hora e defina os parâmetros quando ocorrer o mau funcionamento.
-Inspeção no local: Realize uma inspeção visual para observar o status de funcionamento da máquina de corte de bobina de aço.
-Comunique-se com o operador: Pergunte ao operador sobre as etapas de operação antes de ocorrer o mau funcionamento.
-Solução de problemas passo a passo: Verifique possíveis problemas um por um de acordo com a classificação de falhas acima.
-Uso de ferramentas: Use ferramentas e instrumentos necessários para medição e ajuste.
KINGREAL STEEL SLITTER espera que através deste artigo você possa lidar efetivamente com vários problemas na operação dolinha de corte de bobina de açoe garantir uma produção estável e contínua. A manutenção regular e a formação profissional também são medidas importantes para prevenir avarias.