A precisão do equipamento desempenha um papel crucial no processo de produção demáquinas de corte de chapa em comprimento.
Este artigo se aprofundará em vários aspectos das linhas de corte longitudinal de chapas metálicas, incluindo precisão da estrutura mecânica, precisão do sistema de controle elétrico, qualidade e manutenção da ferramenta, manuseio e posicionamento de chapas metálicas e otimização de parâmetros de processo, revelando completamente os segredos da qualidade da máquina cortada em chapas metálicas.

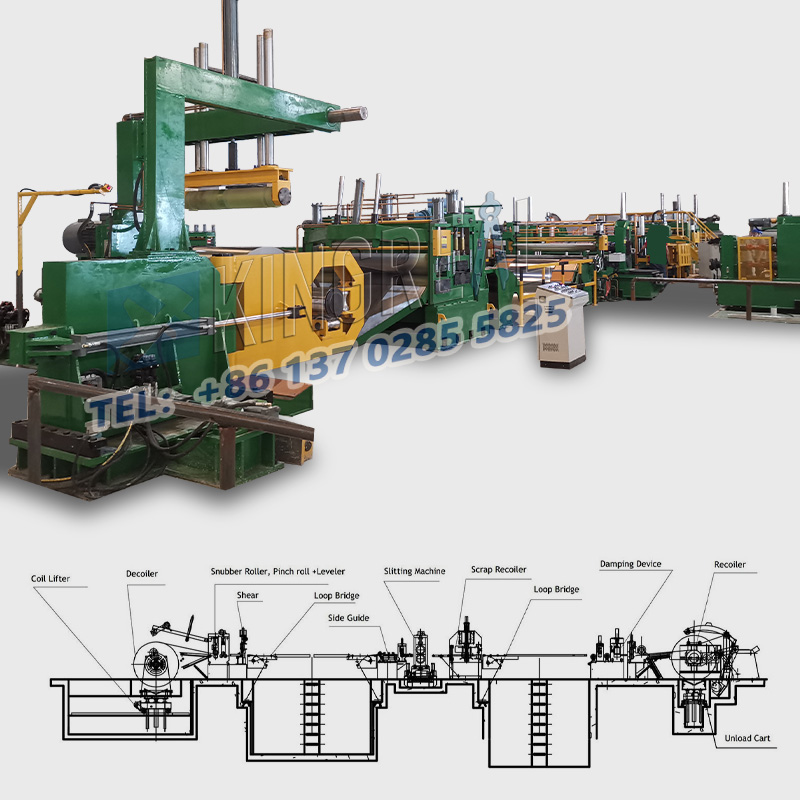
(1) Precisão da estrutura mecânica para máquina de corte de chapa metálica em comprimento
A estrutura mecânica de umchapa metálica cortada na linha do comprimentoé a sua base, e a precisão de fabricação de cada componente impacta significativamente seu desempenho geral.
Por exemplo, se a retilineidade dos trilhos guia se desviar significativamente durante a usinagem, o material da folha se deslocará durante o transporte, resultando em dimensões de corte imprecisas.
Além disso, a precisão do passo do parafuso de avanço é igualmente crítica, determinando diretamente a precisão da alimentação do material. Erros de passo podem causar desvios no comprimento de corte, impactando na qualidade do produto final.
Por exemplo, para a fina folha de cobre necessária para componentes eletrônicos de alta precisão, os requisitos de retilinidade do trilho-guia e de precisão do passo do parafuso de avanço são extremamente altos. Qualquer ligeiro desvio pode resultar em dimensões não qualificadas da folha de cobre, afetando assim o desempenho dos componentes eletrônicos.
(2) Precisão do sistema de controle elétrico para máquina de corte de chapa metálica em comprimento
O sistema de controle elétrico de uma linha de corte longitudinal de chapa regula os parâmetros operacionais do equipamento. Sua precisão afeta diretamente a velocidade de avanço da ferramenta e a posição de corte.
O controle preciso do servo motor é muito importante durante o processamento de peças automotivas, especialmente placas de aço de alta resistência. Ele garante a consistência dimensional dos componentes e satisfaz os padrões de montagem de automóveis, garantindo que cada erro de localização de cisalhamento permaneça dentro de uma faixa muito estreita.
Além disso importante é a velocidade de resposta do sistema de controle. A resposta rápida e precisa permite ajustes oportunos nas condições de operação da máquina cortada em chapa metálica, evitando problemas de qualidade causados por atrasos.
(1) Seleção de material de ferramenta para máquina de corte de chapa metálica em comprimento
Emchapa metálica cortada em linhas de comprimento, a seleção do material da ferramenta deve ser baseada nas características da placa que está sendo processada.
Ferramentas de aço rápido são apropriadas para chapas de aço-carbono comuns, pois proporcionam ótimo desempenho de corte e preço acessível. Mas ferramentas de metal duro são necessárias para trabalhar placas mais resistentes, como aço inoxidável e ligas de aço.
Sua grande dureza e resistência ao desgaste realmente prolongam a vida útil da ferramenta e garantem a qualidade do corte.
O processamento de placas de liga de titânio no setor aeroespacial exige materiais de ferramentas ainda mais rigorosos, necessitando do uso de materiais de ferramentas ultraduros específicos para suportar a alta resistência e tenacidade da liga.
(2) Preparação da borda da ferramenta para máquina de corte de chapa metálica em comprimento
A qualidade da superfície cortada é muito influenciada pela borda afiada e robusta da ferramenta. Bordas afiadas e lisas de ferramentas de corte fina ajudam a minimizar rebarbas e rasgos ao cortar chapas de metal.
Instrumentos de corte de alta qualidade, por exemplo no processamento de chapas de alumínio para decoração arquitetônica, garantem uma superfície de cisalhamento lisa e uniforme, diminuindo assim a necessidade de retificação subsequente e melhorando a aparência do produto e a eficiência da produção.
Além disso, a geometria da aresta da ferramenta de corte deve ser ajustada de acordo com a espessura e o material da chapa metálica para garantir a distribuição uniforme da força de cisalhamento e, portanto, evitar a concentração de tensões que podem causar deformação da chapa metálica.
(3) Manutenção e substituição de ferramentas para máquina de corte de chapa metálica
A manutenção e os cuidados regulares com a ferramenta, como limpeza e lubrificação, podem prevenir eficazmente a ferrugem e o aumento do desgaste.
Monitorar o desgaste da ferramenta e substituir prontamente ferramentas muito desgastadas é crucial para garantir a operação contínua e estável da chapa metálica cortada na linha longitudinal. Geralmente, a substituição da ferramenta deve ser considerada quando o desgaste da aresta de corte atinge um determinado nível (por exemplo, 0,2 mm-0,5 mm, dependendo do material da ferramenta e da chapa metálica que está sendo processada).
O uso contínuo de ferramentas excessivamente desgastadas pode reduzir significativamente a qualidade do cisalhamento da chapa metálica, levando a desvios dimensionais e aumento de rebarbas.
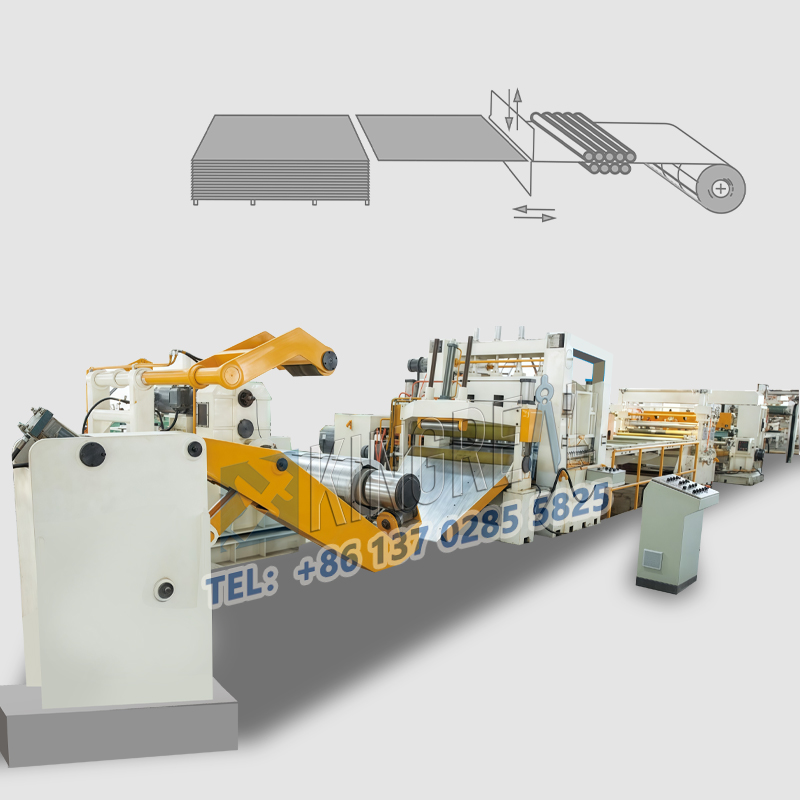
(1) Estabilidade do sistema de alimentação para chapa metálica cortada em linha de comprimento
Um sistema de alimentação estável é essencial para garantir a alimentação uniforme e precisa das folhas nomáquina de cortar chapa metálica em comprimento.
A rugosidade e o arredondamento da superfície dos rolos de alimentação podem afetar o transporte suave da folha. A chapa vibrará durante o transporte se os rolos de alimentação forem ásperos ou não redondos o suficiente, causando variações nas dimensões de cisalhamento.
Além disso, a estabilidade do torque de acionamento do motor de alimentação é importante; variações no torque de acionamento podem causar taxas de alimentação erráticas.
Por exemplo, é necessário um sistema de alimentação muito estável no processamento de chapas de aço galvanizado para caixas de eletrodomésticos, para garantir dimensões de cisalhamento constantes e, assim, preservar a precisão da montagem.
(2)Precisão do dispositivo de posicionamento para corte de chapa metálica na linha de comprimento
Um dispositivo de posicionamento preciso garante que a folha esteja posicionada corretamente antes do corte. A precisão do dispositivo de posicionamento deve ser ajustada de acordo com os requisitos de precisão de processamento da folha, geralmente atingindo ±0,1 mm a ±0,5 mm.
Os métodos de posicionamento comuns incluem posicionamento mecânico e posicionamento fotoelétrico. O posicionamento mecânico oferece uma estrutura mais simples, mas com precisão relativamente baixa, enquanto o posicionamento fotoelétrico oferece maior precisão e velocidades de resposta mais rápidas.
Ao processar folhas para componentes de instrumentos de precisão, dispositivos de posicionamento fotoelétricos são frequentemente usados para garantir efetivamente o posicionamento preciso da folha e melhorar a qualidade do produto.
(1) Ajuste de velocidade de cisalhamento para máquina de corte de chapa metálica em comprimento
A velocidade de cisalhamento deve ser escolhida de acordo com a espessura e o material da chapa. A velocidade de cisalhamento pode ser aumentada para folhas mais finas, a fim de aumentar a eficiência de produção.
No entanto, para chapas mais espessas ou mais resistentes, velocidades de cisalhamento muito rápidas podem dobrar a chapa e aumentar o desgaste da ferramenta. Por exemplo, a velocidade de cisalhamento pode ser ajustada para 30-50 golpes por minuto para processar chapas de aço comuns com espessura de 1 mm; para chapas de aço de alta resistência com espessura de 5 mm, a velocidade de cisalhamento deve ser reduzida para 10-20 golpes por minuto.
máquina de cortar chapa metálica em comprimento
A folga de cisalhamento refere-se à distância entre as ferramentas de corte superior e inferior. Seu tamanho afeta significativamente a qualidade da superfície cortada e a vida útil das ferramentas de corte.
Uma folga muito pequena acelerará o desgaste da ferramenta e até mesmo danificará as ferramentas, enquanto uma folga muito grande causará rebarbas e rasgos na superfície cortada.
Geralmente, a folga de cisalhamento deve ser definida para 5%-10% da espessura da chapa (o valor específico depende do material da chapa).
No processamento de chapas de liga de alumínio, devido à sua maciez, pode-se utilizar um valor menor. No entanto, ao processar aço mais duro, é necessária uma folga de cisalhamento maior.