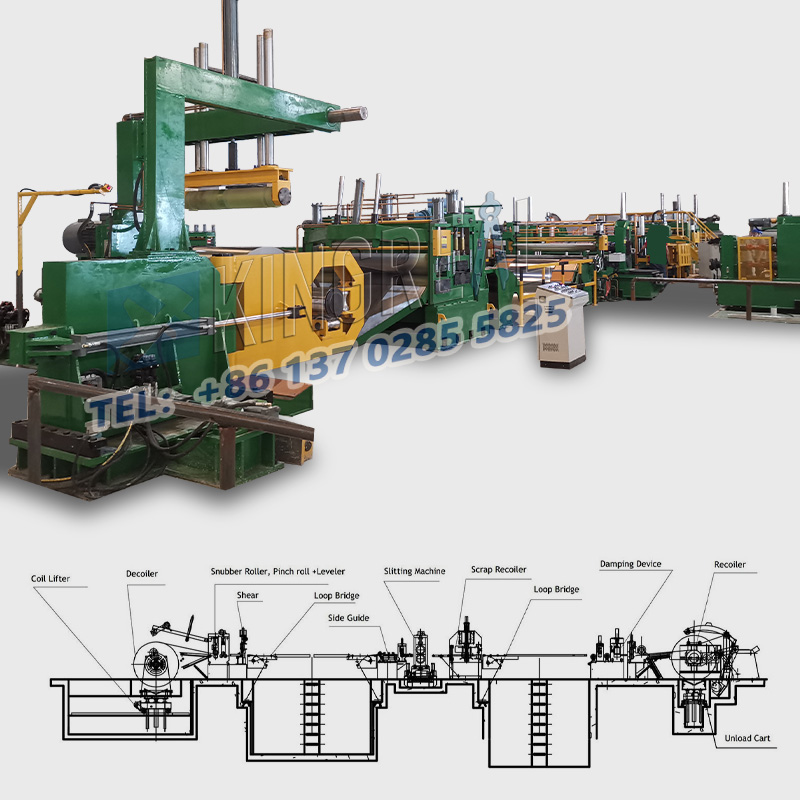
(I) Calibração deCorte de bitola pesada na linha de comprimentoOs componentes principais
Precisão do rolo de alimentação:
Verifique regularmente o paralelismo da superfície do rolo, o erro deve ser controlado dentro de ≤0,05 mm/m e use um medidor de sentimento para medir a lacuna entre a superfície do rolo e a superfície da placa. Se o desgaste exceder 0,1 mm, ele precisará ser moído ou substituído; Use um interferômetro a laser para calibrar o codificador do motor servo e a precisão do posicionamento da alimentação deve ser ≤+0,1 mm durante o corte de alta velocidade.
Calibração da lâmina de tesoura:
The parallelism of the upper and lower blades needs to be maintained at 0.02-0.05mm, which can be detected by feeler gauge and dial indicator: The gap between the blades is adjusted according to the thickness of the plate, for example, the gap between thin plates (≤2mm) is 0.01-0.03mm, and the gap between medium and thick plates (2-6mm) is 0.03-0.08mm;
O erro de verticalidade da lâmina é ≤0,03mm/100 mm. Se exceder a tolerância, a verticalidade do suporte da ferramenta precisa ser ajustada pelo calço.
(Ii) Manutenção diária do corte de bitola pesada na máquina de comprimento
Sistema de lubrificação para corte de bitola pesada na linha de comprimento: verifique o nível do óleo da caixa de engrenagens toda semana, controla a temperatura do óleo do sistema de pressão de onda em 40-60 ℃ e aplique um fluido de corte especial com uma viscosidade de 32-46cst no trilho-guia todos os dias.
Sistema elétrico para o corte de bitola pesada Máquina de comprimento: Limpe o codificador, a régua de grade e outros sensores com álcool a cada trimestre e substitua a escova de carbono do motor quando for usada mais de 1/3; Peças de fixação: verifique novamente regularmente o TOrque do suporte da ferramenta e dos parafusos do mecanismo de alimentação, por exemplo, o torque do parafuso M12 precisa ser mantido em 80-100n · m.

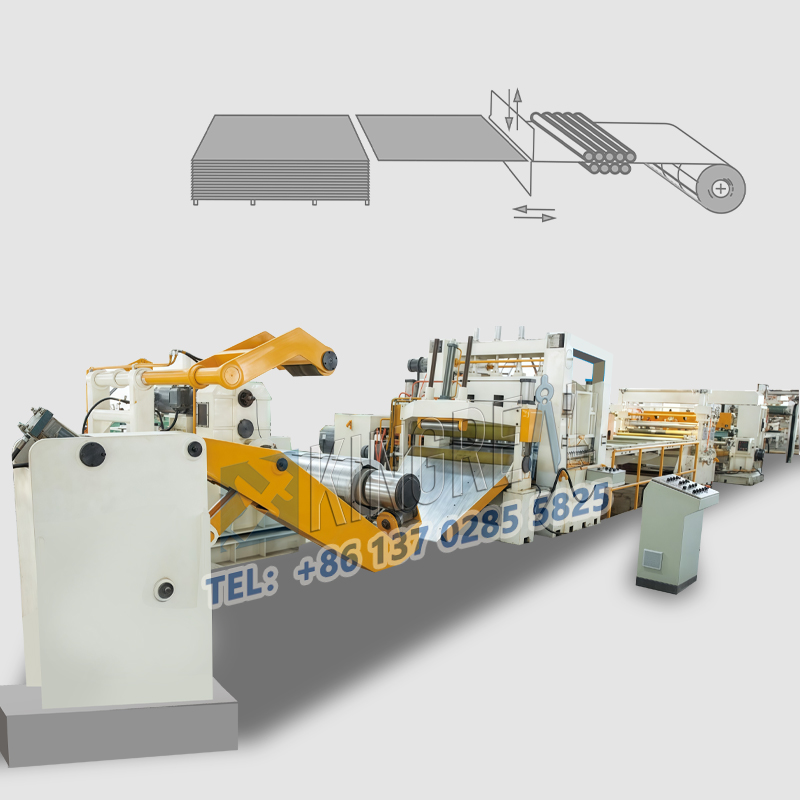
(I) Comparação de velocidade de corte e velocidade de alimentação
As velocidades de placas de diferentes materiais e espessuras precisam ser ajustadas de acordo: placas de aço com laminação a frio (0,5-3mm) velocidade de corte 30-80m/min, velocidade de alimentação 25-70m/min, o sistema de resfriamento precisa ser ativado durante o corte de alta velocidade; Placas de aço inoxidável (1-5 mm) Velocidade de corte 15-40m/min, velocidade de alimentação 10-35m/min, e a lâmina precisa ser revestida com revestimento de estanho; Placas de liga de alumínio (0,8-4 mm) Velocidade de corte 40-100m/min, velocidade de alimentação 35-90m/min, é utilizada lubrificação por fluido de corte de pulverização.
(Ii) O ângulo da lâmina e o ângulo da lâmina de fixação da força de prensagem: ângulo de cisalhamento (ângulo de lâmina superior e inferior) são ajustados de acordo com as características da placa, 5-8 "para placas finas, 8-12" para placas médias e grossas, 12-15 "para materiais rígidos, como o aço de alta resistência; o ângulo traseiro e o ângulo de lâmina e a lâmina inclinam o ângulo) é de manutenção em 3" Ajustado de acordo com a espessura da placa, 2-3kn para placa de 1 mm, 2-3kn para placa de 3 mm 5-7kn, monitoramento em tempo real através do sensor de pressão, a pressão insuficiente pode causar facilmente deformação da placa.

(I) Padrões de aceitação para bobinas/placas
Planegem: flexão lateral da placa de aço ≤1 mm/m, ondulação ≤3 mm/2m, a falta de tolerância precisa ser nivelada antes de cortar:
Desvio de dureza: Difusão Diferença das placas no mesmo lote ≤15HB, inspeção aleatória com testador de dureza Rockwell, a dureza desigual levará a um desgaste inconsistente da lâmina.
(Ii) pré -tratamento em branco
Limpeza da superfície: Remova as manchas de óleo e a escala de óxido (pode ser limpo com acetona ou polido mecanicamente), as impurezas residuais agravarão o desgaste da lâmina; Tensão de desenrolamento da bobina: ajuste de acordo com a espessura, tensão de placa de 0,5 mm 50-80n/mm, placa de 2 mm 150-200n/mm, a tensão insuficiente pode causar facilmente deslizamento de alimentação.

(I) pontos de treinamento pré-trabalho paraCorte de bitola pesada na linha de comprimento
Prática de configuração de parâmetros: Aprenda a entender as regras correspondentes de "pressão do intervalo de velocidade" de diferentes materiais, por exemplo, ao cortar aço inoxidável de 3 mm, a lâmina Gap 0,05 mm, pressionando a força 6kn; Aprenda a usar sistemas automáticos de configuração de ferramentas, como instrumentos de configuração de ferramentas a laser, precisão da configuração de ferramentas ≤0,02mm.
Capacidade anormal de julgamento para o corte de bitola pesada até o comprimento da máquina: Pare a linha de corte de bitola pesada na linha de comprimento imediatamente para verificar a borda da lâmina ao ouvir ruído anormal, como colisão da lâmina; Quando a rebarba na superfície cortada exceder 0,1 mm, julgue se é desgaste da lâmina ou lacuna muito grande.
(ii) padronização do processo de operação para o corte de bitola pesada até a máquina de comprimento
Pré-aquecimento inicial: corra vazia por 10 a 15 minutos para fazer a flutuação da temperatura do mesmo sistema de serviço ≤2 ℃ e atingir a estabilidade térmica;
Primeira peça Três inspeções: Após cortar a primeira peça, use uma pinça vernier com uma precisão de 0,02 mm para medir o tamanho, um indicador de discagem para detectar o nivelamento e verifique visualmente as rebarbas.

(i) Detecção on -line significa paraCorte de bitola pesada na linha de comprimento
O sensor fotoelétrico monitora o comprimento da alimentação em tempo real e alarmes automaticamente quando o desvio excede ± 0,3 mm: o termômetro infravermelho monitora a temperatura da lâmina e inicia o resfriamento de água ou o resfriamento forçado ao ar quando exceder 120 ℃ c.
(ii) Padrão de amostragem off -line para o corte de bitola pesada até a máquina de comprimento
Tamanho do comprimento: erro permitido quando ≤1000 mm ± 0,5 mm, use uma pinça vernier para verificar aleatoriamente 1 peça para cada 50 peças; Desvio da diagonal: desvio permitido de placa de 1000 mmx1000mm ≤1 mm, use uma medida de fita de aço com uma régua quadrada para verificar aleatoriamente 5% de cada lote: altura da rebarbil: Placa fina ≤0,05 mm, use uma microscópio (ampliação 50 vezes) para verificar as primeiras e a última parte de cada mudança: uma vertical de corte a mais.
(Iii) soluções para problemas comuns de qualidade para corte de bitola pesada na linha de comprimento
Tamanho fora da tolerância: Se o rolo de alimentação deslizar, ajuste a tensão ou substitua o rolo gasto; Se o codificador do motor servo falhar, use um osciloscópio para detectar o sinal de pulso e substituir as peças danificadas.
A rebarbada da superfície de corte excede o padrão: quando o raio da borda da lâmina é> 0,03 mm, ela precisa ser re-girada para ≤0,01 mm; Reajuste a lacuna da lâmina com o valor padrão.

Temperatura e umidade do workshop: A temperatura é controlada em 15-30 ℃, umidade ≤60% RH, evite a ferrugem da placa devido ao ambiente úmido;
Medidas anti-sísmicas: derramando concreto com uma espessura de ≥300 mm para a fundação do equipamento, longe de fontes de vibração, como prensas de perfuração (aceleração de vibração ≤0,5g); Intertravamento de segurança: tempo de resposta do botão de parada de emergência ≤0,5 segundos, oMáquina de corte de bitola pesada para comprimentoAfaste automaticamente quando a proteção é ativada.