Linha de corte enrolada a quenteé um equipamento de produção importante amplamente utilizado na indústria de processamento de metal. Sua principal função é cortar uma bobina de metal enrolada a quente em várias tiras da largura necessária ao longo da direção do comprimento. Essas tiras são geralmente usadas nos processos subsequentes de rolagem, flanking, flexão a frio e estampagem e se tornam os materiais básicos para vários produtos industriais. Este artigo introduzirá o fluxo de trabalho, parâmetros técnicos, problemas operacionais comuns e soluções da máquina de corte laminada a quente em detalhes. Se você precisar obter mais parâmetros ou informações de vídeo, consulte o Kingreal Steel Slitter!

Placas laminadas a quente são placas de aço ou tiras que são enroladas após o aquecimento. Suas principais vantagens incluem:
Alta resistência: as placas laminadas a quente são processadas em altas temperaturas, o que pode eliminar algum estresse interno e melhorar a tenacidade do material.
Eficácia de custo: Comparado com placas laminadas a frio, as placas laminadas a quente têm custos de produção mais baixos e são adequados para a produção em larga escala.
Alta eficiência de produção: as máquinas de corte laminadas a quente podem cortar rápida e eficientemente bobinas grandes na largura necessária para se adaptar às mudanças na demanda do mercado.
Devido a essas características, as placas laminadas a quente têm sido amplamente utilizadas em estruturas de construção, fabricação de máquinas pesadas e outros campos.
|
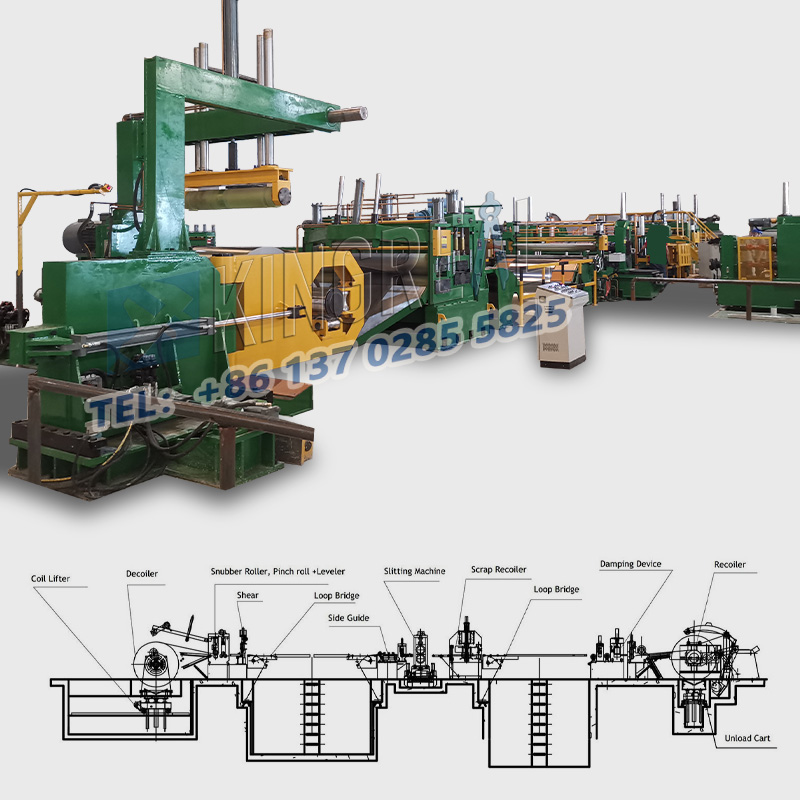
Carregando paralinha de corte enrolada a quente: O operador alimenta a bobina enrolada a quente no mandril de DECHOLER. Descobrindo a máquina de corte laminada a quente: o decomínio desenrola a bobina principal e alimenta o aço na cabeça de corte. Cortando a linha de corte enrolada a quente: Na cabeça de corte, o aço é cortada em várias tiras estreitas por uma lâmina rotativa. Inspeção para a máquina de cortar a quente: o operador inspeciona cada fita para garantir que a largura da especificação e a condição de borda atendam aos requisitos. Alívio do estresse para a linha de corte enrolada a quente: os fios passam através de poços anulares para eliminar o estresse do material após o deslizamento e garantir a retrocesso sem dobrar. Bundling e embalagem: Bacaco e empacote cada fita de acordo com os requisitos do cliente. |
 |
Modelo
Modeloo 1
Modeloo 2
Modeloo 3
Modeloo 4
Bobina original
Placa enrolada a quente
Placa enrolada a quente
Placa enrolada a quente
Placa enrolada a quente
Espessura do material
0,8 mm-6.0mm
0,8 mm-6,0 mm
2,0mm-12,0mm
3,0mm-16.0mm
Largura do material
1600mm (máx)
1800mm (máximo)
2000mm (max)
2200mm (máximo)
Peso da bobina
30ton (máximo)
30ton (máximo)
30ton (máximo)
30ton (máximo)
Precisão da largura
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Velocidade unitária
120m/min (máximo)
120m/min (máximo)
80m/min (máximo)
60m/min (max)
|
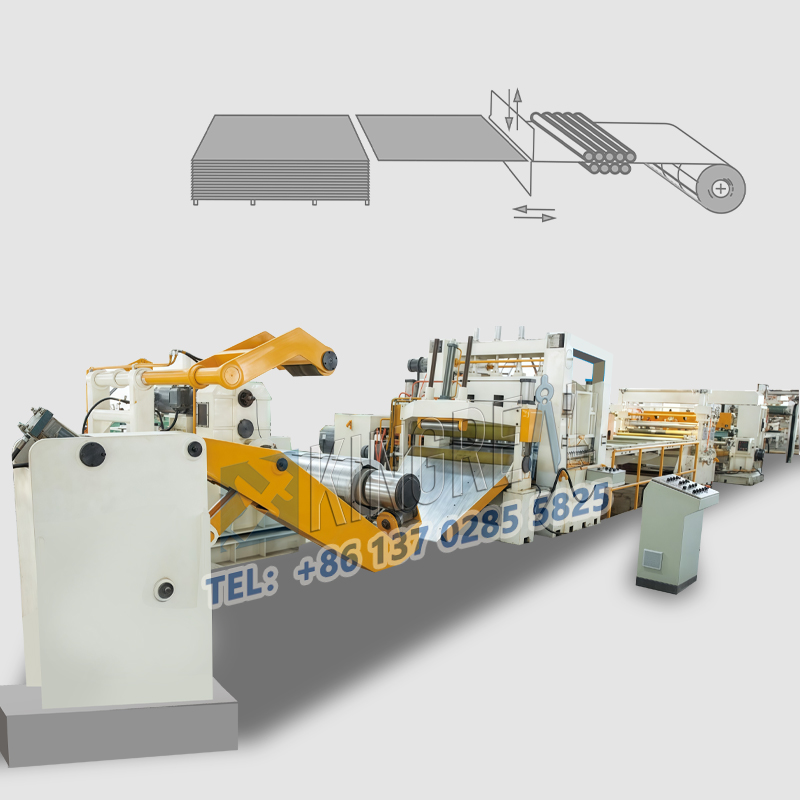
① Máquina de corte enrolada a quente com capacidade de corte de alta eficiência Uma característica notável deMáquina de corte enrolada a quenteé que ele pode cortar até 40 tiras estreitas ao mesmo tempo. Essa função atende muito às necessidades dos clientes para produção em larga escala. Com a aceleração da industrialização, a demanda do mercado por tiras de metal está crescendo, especialmente em indústrias como construção, fabricação de automóveis e eletrodomésticos. A alta capacidade de corte da linha de corte enrolada a quente permite que os fabricantes forneçam um grande número de produtos qualificados em pouco tempo, melhorando assim a eficiência da produção e reduzindo os custos unitários. |
 |
|
Máquina de corte lamada a quente automatizada A linha de corte enrolada a quente adota um design totalmente automatizado e está equipado com um sistema de controle avançado para obter uma operação de alta velocidade. A velocidade máxima de produção pode atingir 120 m/min, o que significa que mais materiais podem ser processados por unidade de tempo, melhorando ainda mais a eficiência da produção. O design totalmente automatizado não apenas reduz a necessidade de intervenção manual, mas também reduz a possibilidade de erros de operação humana e melhora a consistência e a qualidade do produto. O sistema de controle automatizado da linha de corte enrolado a quente pode monitorar o processo de produção em tempo real e ajustar os parâmetros a tempo para atender às necessidades de diferentes materiais e espessuras. |
 |
|
③ Máquina de corte enrolada a quente e computada Para melhor atender às necessidades dos clientes, o Kingreal Steel Slitter forneceS De acordo com os desenhos fornecidos pelos clientes e as necessidades reais de produção, o Kingreal Steel Slitter é capaz de projetar diferentes soluções de fabricação de máquinas de faturamento a quente para garantir a eficiência e a suavidade do processo de produção para os clientes. As máquinas de corte laminadas a aço Kingreal Slitter são divididas em três tipos principais para se adaptar a bobinas de diferentes espessuras: Máquina de corte de medidores de luz: Especializada no processamento de bobinas com uma espessura de 0,2 mm a 3 mm. Máquina de corte de bitola média: Adequado para bobinas com uma espessura de 3 a 6 mm. Máquina de corte de bitola pesada: capaz de processar bobinas com uma espessura de 6 mm a 16 mm. |
 |
Olinha de corte enrolada a quentepode produzir flexão lateral durante o processo de corte. Pode ser causado pelos seguintes motivos:
1. Dobra de matérias -primas:
A tensão da placa de aço não é completamente eliminada durante o processo de rolagem. Após o cisalhamento longitudinal, o estresse é liberado e a placa é dobrada. Quando o estresse no meio da placa é liberado para os dois lados, a placa se dobra para fora; Quando o estresse nos dois lados da placa é liberado para o meio, o prato se curva para o meio.
2. Dobrando devido a rebarbas:
As rebarbas são maiores devido ao ajuste inadequado da lacuna da lâmina durante o cisalhamento longitudinal. Ao rolar, as rebarbas na borda são equivalentes a uma espessura de placa maior, o que faz com que a borda se estique e se dobra.
3. Dobrar -se devido a lacunas desiguais entre as lâminas superior e inferior:
Quando as lacunas esquerda e direita são maiores, o recuo da parte de cisalhamento também é maior e o lado com uma lacuna menor que as lacunas esquerda e direita tem um trecho maior, por isso se dobra.
4. Flexão causada por tensão desigual:
Ao rolar, a mesma tensão deve ser aplicada a toda a largura da placa de aço. Se a tensão estiver concentrada de um lado, a flexão ocorrerá.
5. A flexão causada pelo rápido movimento do dispositivo de correção de desvio:
Durante o processamento, se a velocidade da correção do desvio for muito rápida, o lado em contato com a correção do desvio será parcialmente estendido e dobrado.
Se o material da folha for dobrado após o cisalhamento longitudinal, isso afetará seriamente a qualidade da folha enrolada, portanto, deve ser eliminada. A atenção deve ser dada aos motivos como rolamento de folhas, ajuste do equipamento e método de operação.