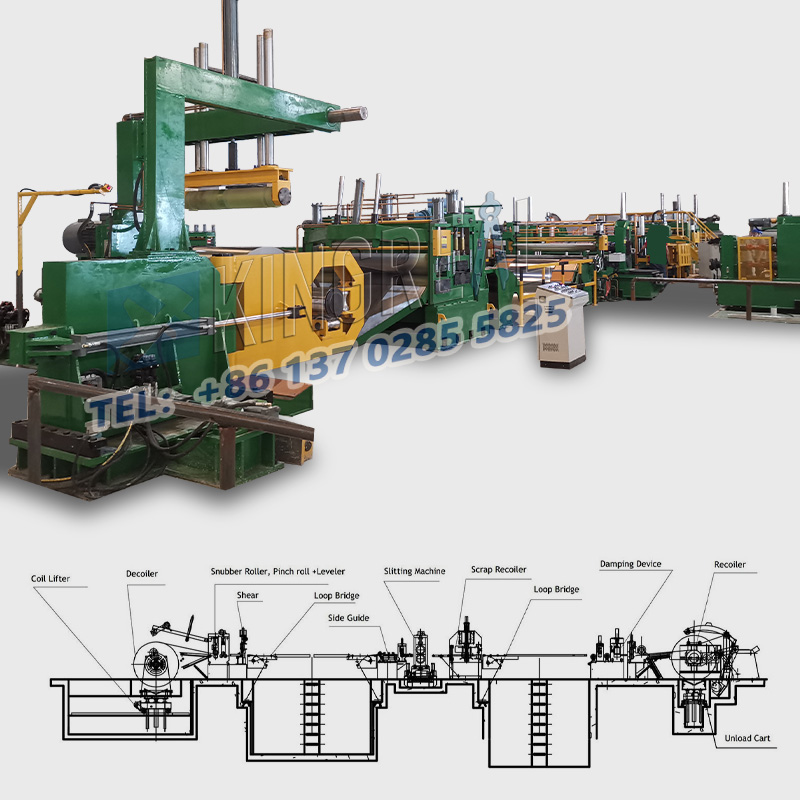
Na fabricação moderna,HeavY MAIGE, como os principais equipamentos das linhas de produção de processamento de placas de metal, são amplamente utilizadas na fabricação de automóveis, produção de eletrodomésticos, estruturas de aço para construção e outros campos. Ele converte grandes bobinas de metal em folhas de metal de tamanho preciso por meio de operação colaborativa com vários processos. Com as mudanças contínuas na demanda do mercado, especialmente a crescente demanda por processamento de materiais de placas grossas, o Kingreal Steel Slitter continua inovando no design e desenvolvimento de máquinas de corte para forros pesados e está comprometido em fornecer aos clientes soluções mais eficientes e precisas.
Com mais de 20 anos de experiência rica, o Kingreal Steel Slitter estabeleceu relações cooperativas estreitas com muitos países como Indonésia, Malásia, Cingapura, Rússia, Estados Unidos e Alemanha. Através de trocas detalhadas com clientes globais e pesquisas e análises de mercado, nossos engenheiros descobriram que muitos clientes têm requisitos claros para a espessura das bobinas que o calibre pesado cortado em linhas de comprimento pode suportar. Esses requisitos dependem do uso final do cliente. Alguns clientes precisam cortar bobinas de metal finas, enquanto outros precisam urgente de máquinas de corte para serviço pesado para lidar com bobinas de metal grossas. No entanto, as linhas existentes de bitola pesada nas linhas de comprimento ainda enfrentam muitos desafios no design e na fabricação.
Após um longo período de design, operação de fabricação e teste, o Kingreal Steel Slitter lançou uma máquina de comprimento pesado para atender às necessidades dos clientes, marcando nossa inovação tecnológica nesse campo.

1.1 Desafios de design e fabricação
Da prática de produção deCortado de serviço pesado para máquinas de comprimentoIsso foi colocado em produção no mercado, sua capacidade de produção e potencial são muito impressionantes, mas os vínculos fracos geralmente aparecem nos processos de aquecimento e acabamento. Portanto, ao projetar um corte de bitola pesada na linha de comprimento, os engenheiros de slitter de aço Kingreal devem garantir que a capacidade dos workshops de aquecimento e acabamento possa atender aos requisitos do corte de serviço pesado ao comprimento da máquina.
O design da linha de corte de bitola pesada na linha de comprimento deve atender aos seguintes requisitos:
Capacidade de produção correspondente: o design deve garantir que seja compatível com a capacidade de produção da máquina de corte pesado para comprimento.
Seleção da força de cisalhamento: a força de cisalhamento precisa ficar com um excedente para atender às necessidades de cisalhamento de bobinas de espessura mais alta no futuro.
Qualidade e precisão de cisalhamento: deve atender aos requisitos de melhorar a qualidade de cisalhamento de placas grossas e a precisão dimensional da placa de aço.
Requisitos de controle de automação: Em termos de layout, seleção de equipamentos e estrutura da linha de corte de bitola pesada, os requisitos do controle de automação devem ser atendidos.
Capacidade de produção excedente: Reserva a capacidade de produção de excesso de lidar com a expansão futura da capacidade de produção e da faixa de produtos.

1.2 Fatores que afetam a resistência de cisalhamento da unidade
Na operação deCortado de serviço pesado para máquinas de comprimento,Vários fatores afetam a resistência de cisalhamento da unidade, incluindo:
1. Propriedades do metal
Quanto maior o limite de força do material metálico, maior a resistência ao cisalhamento e menor a plasticidade. Isso significa que quanto menor a profundidade de penetração relativa durante o cisalhamento, a fratura de metal ocorrerá. Portanto, a resistência de cisalhamento da unidade está intimamente relacionada à força e plasticidade do metal.
2. Temperatura de cisalhamento
A temperatura de cisalhamento alta ou baixa também afetará diretamente a resistência de cisalhamento da unidade. Quanto maior a temperatura, menor a resistência de cisalhamento da unidade e a profundidade de penetração relativa correspondente durante o cisalhamento é maior. Isso é de grande significado para o design e operação de corte de bitola pesada em linhas de comprimento.
3. Profundidade de deformação
Durante o cisalhamento a quente, a resistência ao cisalhamento da unidade aumenta com o aumento da velocidade de deformação. No caso de cisalhamento frio, o efeito da velocidade de cisalhamento na resistência de cisalhamento da unidade é relativamente pequeno e geralmente pode ser ignorado.
4. Liberação lateral da lâmina de cisalhamento
O tamanho da depuração lateral da lâmina de cisalhamento afetará a condição de tensão durante o cisalhamento. Quando a depuração lateral aumenta gradualmente, a condição de tensão ocorrerá em sequência da compressão → cisalhamento → flexão. A seleção e manutenção razoáveis do tamanho da folga lateral da lâmina de cisalhamento são cruciais para o uso correto do corte de serviço pesado na máquina de comprimento. As experiências mostram que, à medida que a depuração lateral relativa da lâmina de cisalhamento aumenta, a resistência de cisalhamento da unidade diminui e a profundidade de penetração relativa correspondente na fratura aumenta.

1.3 resfriamento da cama de resfriamento
Na produção dohEavy Bedage Cut na linha de comprimento,O resfriamento da cama de resfriamento também é um link importante. Depois que a placa de aço endireitada a quente é marcada pelo dispositivo de marcação de placa de aço quente, ele entra no leito de resfriamento da viga de caminhada. Nesse momento, a temperatura da placa de aço geralmente é de 600-700 ℃, e a temperatura da placa espessa extra pode atingir acima de 850 ℃.
No leito de resfriamento, a logística de placas de aço com uma espessura de 5-150 mm será dividida nas seguintes direções de fluxo:
Cama de resfriamento de placa extra grossa: placas de aço com uma espessura superior a 50 mm Entre no leito de resfriamento nº 3 para resfriamento e, em seguida, são enviados para a área de processamento de placas espessas extra, corte no tamanho usando uma máquina de corte de chama e finalmente armazenado.
Cama de resfriamento comum: placas de aço com uma espessura inferior a 50mm, digite as camas de resfriamento nº 1 e 2 para resfriamento. Devido às diferentes configurações dos dois leitos de resfriamento, a fim de melhorar a taxa de utilização dos leitos de resfriamento, as placas de aço mais espessas devem ser organizadas para serem resfriadas no leito de resfriamento nº 1 o máximo possível.
No leito de resfriamento, as placas de aço são descarregadas por peça, geralmente na forma de 1 linha ou várias linhas (até 4 linhas). O espaçamento lateral no leito de resfriamento é geralmente de 100 a 300 mm; Para o leito de resfriamento de placa extra-espessura, o espaçamento de descarga das placas de aço deve ser gradualmente aumentado com o aumento da espessura, de modo a controlar o peso da carga da unidade dentro do limite permitido pelo leito de resfriamento.

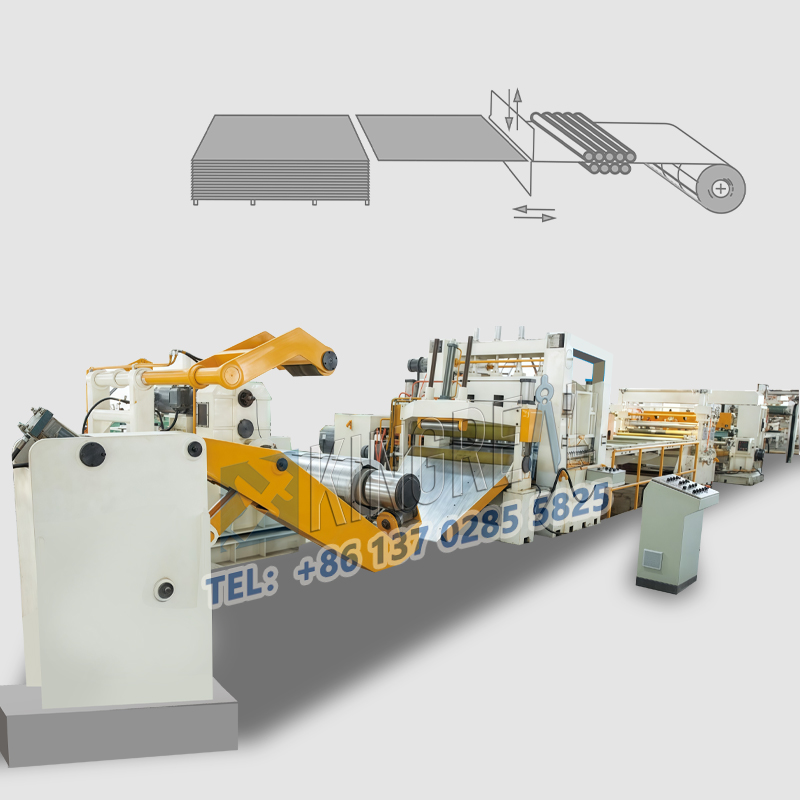
Slitter de aço KingrealCorte de bitola pesada na linha de comprimentotem muitas características significativas que o destacam no mercado:
(1) Adaptabilidade versátil da espessura
Capaz de processar bobinas de metal dentro de parâmetros de espessura de 6 a 20 mm, este sistema atende diversos requisitos industriais por meio de seus recursos flexíveis de manuseio de materiais.
(2) Arquitetura de cisalhamento de alta eficiência
Equipado com a tecnologia avançada de cisalhamento voador, o sistema opera continuamente a velocidades de pico de 80m/min, elevando substancialmente as taxas de transferência, mantendo a integridade do material.
(3) Integração inteligente de automação
A arquitetura de controle total baseada em PLC garante a confiabilidade operacional e a consistência do processo, reduzindo significativamente os erros de fator humano através do gerenciamento automatizado do fluxo de trabalho.
(4) Protocolo de medição de precisão
O sistema de monitoramento integrado em tempo real verifica e exibe automaticamente dimensões de corte e contagens de lotes, garantindo uma precisão dimensional de ± 0,1 mm nos ciclos de produção.
(5) Protocolos de segurança abrangentes
Mecanismos de segurança dupla, incluindo ativação de parada de emergência e sistemas de alarme em vários estágios, garantem operações compatíveis com ASHA, minimizando os incidentes no local de trabalho.
(6) Solução responsiva do mercado
No cenário de demandas crescentes por materiais de metal enojado com precisão, a equipe de P&D de Slitter de aço Kingreal projetou uma linha de bitola pesada líder do setor que sinergiza a excelência técnica com viabilidade comercial. Nossa solução demonstra ROI mensurável através de:
|
30% de aprimoramento da produtividade via projeto de operação contínua |
|
25% de redução de custo operacional do controle de qualidade automatizada |
|
99,8% de confiabilidade do processo alcançada através de sistemas de segurança redundantes |
 |
 |
 |
Como pioneiros em soluções de processamento de metal, mantemos a primazia da indústria através de:
✓ Atualizações do sistema hidráulico bi-anual
✓ Integração de manutenção preditiva acionada por IA
✓ Módulos de parâmetros personalizáveis para aplicativos de nicho
Para consulta técnica ou consultas de configuração personalizadas, nossa equipe de engenharia está pronta para demonstrar como o Kingreal Steel SlitterCortado de serviço pesado para máquinas de comprimentoPode otimizar sua matriz de produção. Entre em contato conosco para agendar uma apresentação técnica profunda e descobrir vantagens competitivas adaptadas às suas operações de trabalho em metal.